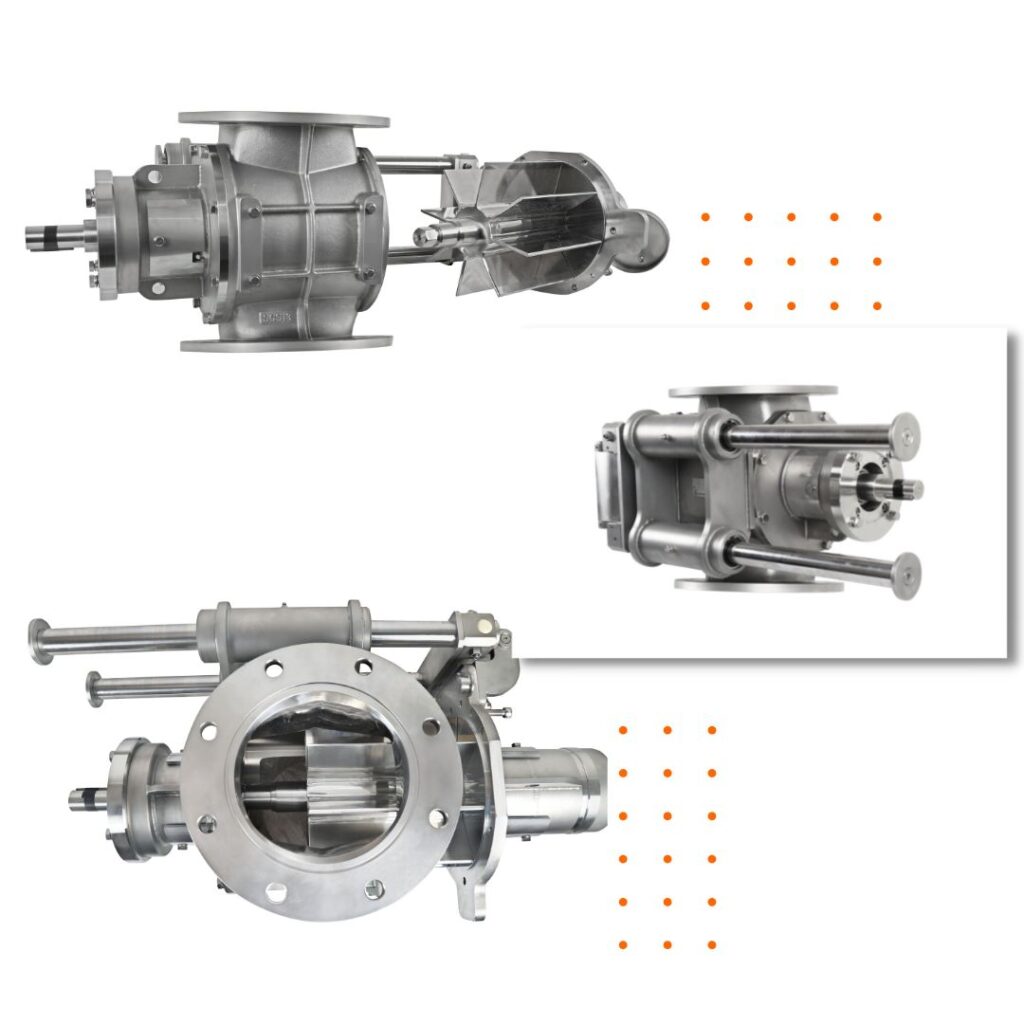
Material Inlet: Material enters the rotary valve through a connected hopper, conveyor, or source, ensuring controlled material entry.
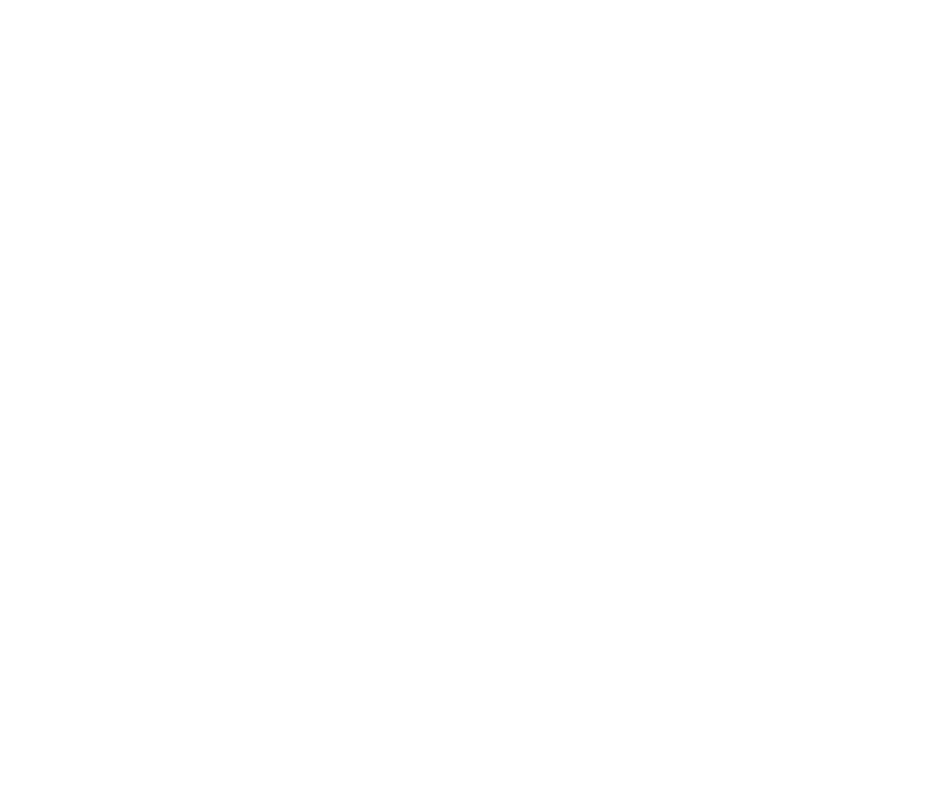
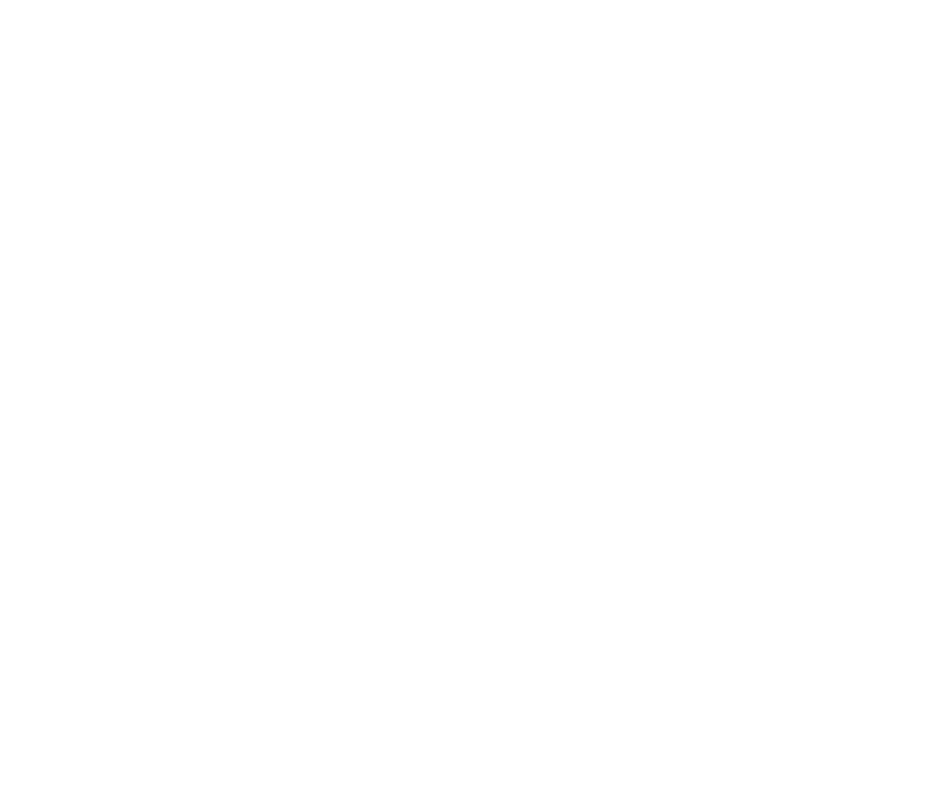
Sealing: As the rotor rotates, its blades create a crucial seal between the inlet and outlet, limiting air leakage and maintaining essential pressure differentials.
Material Discharge: Rotor blades facilitate material movement within the valve, efficiently discharging it into the next phase of the process for seamless material flow.
Rotor Speed: Precisely adjustable rotor speed controls material release, ensuring precision in metering/mixing and dosing for consistent production accuracy.
Cleaning and Maintenance: Rotary valves are designed for easy maintenance, with removable rotor assemblies, minimizing downtime and enhancing reliability.